【基金经理PK:董承非、傅鹏博、朱少醒、刘彦春等,谁更值得托付?】买基金就是选基金经理,什么样的基金经理值得托付?哪些基金经理值得你托付?怎么才能选到好的基金经理呢?2020金麒麟最佳基金经理评选,快给你心仪的基金经理投票吧!【投票】
炒股就看金麒麟分析师研报,权威,专业,及时,全面,助您挖掘潜力主题机会!
固态电池:抢占下一代锂电技术制高点
来源 光大证券
本文要点
◆固态电池有望成为下一代高性能锂离子电池。(1)固态电池将液态电解质替换为固态电解质,安全性高,大大降低了电池热失控的风险;(2)固态电池电化学窗口可达5V以上,允许匹配高能正极,电池负极可以采用金属锂,提升理论能量密度,有望解决新能源汽车里程焦虑问题;(3)固态电池可简化封装、冷却系统,电芯内部为串联结构,在有限空间内进一步缩减电池重量,体积能量密度较液态锂离子电池(石墨负极)可提升70%以上。目前,(1)聚合物固态电解质率先实现应用,但存在高成本和低电导率两个致命问题;(2)氧化物固态电解质综合性能好,LiPON薄膜型全固态电池已小批量生产,非薄膜型已尝试打开消费电子市场;(3)硫化物固态电解质电导率最高,研究难度最高,开发潜力最大,如何保持高稳定性是一大难题。
◆固态电池领域进入“军备竞赛”阶段,各企业期望抢占先机以赢得市场份额。固态电池领域市场参与者众多,车企、电池企业、投资机构、科研机构等在资本、技术、人才三方面进行博弈。随着越来越多的企业加入,固态电池产业化进程不断加速:(1)中国企业纵向联合,高校及研究机构科技成果初尝产业化;(2)欧美多国政府拨款助力固态电池研发,科研机构及固态电池初创企业是主力,各大车企纷纷投资;(3)日本电池领域底蕴深厚,企业依靠自身优势组建研发团队攻克技术难关,同时车企横向联合共同开发电池技术,科研机构、车企、电池和材料企业等多行业抱团共同参与研究;(4)韩国电池企业选择纵向联合,共同开发固态电池技术。
◆固态电池的工艺路线尚不成熟,降本仍需过程,全面产业化预计需要5-10年。2020年3月初,三星高等研究院(SAIT)与三星日本研究中心(SRJ)在《自然-能源》介绍了其在固态电池领域的最新进展,银碳基全固态电池能够实现900Wh/L高能量密度、1000圈以上长循环寿命及99.8%极高充放电效率,电池一次充电后可驱动汽车行驶800公里。但生产环境要求苛刻,银碳层大规模生产所需的贵金属纳米银成本较高;短期产业化并不现实;目前,各家对固态电池的而研究仍在过程中,简单将液态电解质替换为固态电解质并不能大幅提升电池能量密度,只有匹配高能电极材料才能实现能量密度的跨越。我们认为降本需要:(1)更低的物料价格;(2)稳定完善的供应体系(高质量锂箔供应);(3)工艺改进(bipolar stack工艺)。
◆投资建议:我们认为,向全固态锂电池过渡是锂电技术进步的重要趋势;目前,全球都在加快固态电池的研发,虽然距离产业化尚需时间,但如电解质或负极材料选择与改性、电池工艺革新都应是一步一步探索的过程;我们建议持续关注企业与科研单位的创新技术成果的发布、并持续关注龙头公司的锂电产品的研发进展。
◆风险分析:政策变化影响行业发展的风险;技术路线变更的风险;市场竞争加剧的风险;原材料价格大幅波动的风险。
◆ 投资聚焦 ◆
研究背景
1991年索尼公司推出商业化液态锂离子电池,随后液态锂离子电池进入快速发展阶段。由于对更高能量密度和更高安全性电池的追求,各国加紧固态电池的研发,以期抢占技术的制高点。
虽然实现全固态锂离子电池产业化尚需时间,但过程中的技术创新仍将会给锂电产业持续注入新动力,我们通过本篇报告全面梳理固态电池的技术、研发进展情况,希望可以给投资者建立相对完整的分析问题的框架。
我们的创新之处
(1)全面分析了固态电池的性能优势及未来实现产业化待突破的技术困难;
(2)全面梳理中国、欧美、日韩对固态电池的支持政策以及研发进展;
(3)构建了液态锂离子电池LIB(石墨负极)、LIB(硅碳负极),固态电池基于石墨负极的硫化物ASSB(简称SLIB)、基于锂负极的硫化物ASSB(简称SLMB)的成本分析,并分析了未来降本路线。
投资观点
目前全球都加快固态电池的研究,但实现产业化尚需时间,我们认为,在向全固态电池过渡的的过程中,应持续关注科研创新技术的发布及龙头公司的研发进展,以及可率先在对成本不十分敏感的消费锂电领域的应用。

1
技术革新无休止,攻坚固态电池是关键
1.1、固态电池有望成为下一代高性能锂离子电池
锂离子在正负电极间可逆嵌入是锂离子电池的电化学基础,其发展实际上是基于上世纪70年后一系列的创新理念和关键发现。
对于固态电解质锂离子电池的理论研究可以追溯到1972年在Belgirate(意大利)召开的北约“固体中的快速离子输运”会议上,Steele 讨论了合适的固态电解质的基本标准,并指出了过渡金属二硫化物作为电池正极材料的潜力。同年,Armand将Li||TiS2应用于以固态β-氧化铝为电解质的三元石墨正极中的Na+扩散,这是关于固态电池的第一份报道。
在科研过程中,实际上对于正负材料、电解质的材料选择都是在探索中不断推进的。1978年,“摇椅电池”模型清楚地阐述了锂离子电池基本化学原理,为后续研究打下坚实的基础。
1978年,Armand提出开创性的固态聚合物固态电池的概念;同时他的研究重心转移至对石墨作为嵌入负极适用性的研究;在1979-1980年,Goodenough等发现了层状氧化物-钴酸锂(LiCoO2),GoOrdulet等发现另一种锰酸锂(LiMn2O4)正极材料。1983年,Yoshino等提出了以软碳为负极、碳酸盐溶液为电解液、LiCoO2为正极的电池,这是当今锂离子电池的基本组成部分。

1991年索尼公司推出商业化液态锂离子电池,随后液态锂离子电池进入快速发展阶段。由于对更高能量密度和更高安全性电池的追求,固态电池重新引起了人们的关注。20世纪90年代,Armand先后提出Li+迁移原理、锂负极保护等理论,固态电池不断得到改进,2011年Bollore集团首次使用装载固态电池的电动汽车,证明了固态电池应用的可行性。
动力电池市场是锂电的重要应用领域,对长续航动力电池的追求不断推动锂电市场发展。在全球范围内,汽车电动化的趋势已不可避免,而新能源车近几年在我国快速发展,也将逐步成为我国未来重要的支柱产业,为锂电池的发展提供了重要的基础。此外,对长续航、高安全性动力电池的追求将推动研发的持续投入和技术的不断革新。

依靠现有动力电池体系,2025年后电池能量密度难以达到国家要求。目前,我国动力电池采用的正极材料已由磷酸铁锂转向三元体系,逐渐向高镍三元发展,负极材料当前产业化仍集中于石墨、硅基等材料领域。据一些电池供应商推测,未来五年锂离子动力电池的单体能量密度有望提高至300Wh/kg以上,但依靠已有的三元体系难以实现电池单体能量密度高于350Wh/kg的目标。

固态电池或将被上升至国家战略层面,核心技术研发进程将加速。2019年12月,工信部发布《新能源汽车产业发展规划(2021-2035年)》(征求意见稿),在“实施电池技术突破行动”中,加快固态动力电池技术研发及产业化被列为“新能源汽车核心技术攻关工程”。
锂电池理论能量密度主要取决于正负极材料克容量和工作电压(电势差)。
(1)正负极之间电势差越大,工作电压越高,电池能量密度越高。目前基于液态锂离子电池的材料和使用安全性的需要,实际使用的正负极之间的电势差不能超过4.2V。
(2)电极材料克容量越大,电池能量密度越高。正极材料克容量提升有限,传统的石墨负极材料也远远无法满足新一代高能量密度电池的设计需求,硅材料虽然比容量高,但是嵌锂过程中体积膨胀大,导致循环寿命较差;因此负极材料改进的空间较大,金属锂负极克容量约为石墨的10倍,理论能量密度可大幅提升。
(3)提升能量密度时,同时要考虑安全性。磷酸铁锂电池安全性好、成本低,但能量密度不高,耐低温性能差,目前比亚迪采用刀片电池改进;三元电池能量密度高,耐低温,但存在安全性差,成本高的缺点。由于对能量和续航的更高要求,在小型乘用车领域,目前三元电池已占据过半市场份额,但三元电池带来的安全隐患不容忽视。

液态锂离子电池存在安全隐患,矛头指向液态电解质。据不完全统计,截至2019年10月,我国一共发生了79起电动汽车的安全事故,涉及车辆达到了96辆。引发电动汽车安全事故的主要原因是热失控导致电池爆炸或自燃。电池自燃的原因是在过充电、低温或高温环境下动力电池发生短路,短时间内电池释放大量热量,点燃电池内部的液态电解质,最终导致电池起火。

与液态锂离子电池不同,固态电池中的固态电解质替代了液态锂离子电池的液态电解质、隔膜。固态电池潜力巨大,有希望获得安全性更高、单体能量密度更高(>350 Wh/kg)和寿命更长(>5000次)的动力电池。

(1)安全性高,降低电池自燃、爆炸风险。固态电池将液态电解质替换为固态电解质,大大降低了电池热失控的风险。半固态、准固态电池仍存在一定的可燃风险,但安全性优于液态锂电池。
(2)能量密度高,有望解决新能源汽车里程焦虑问题。固态电池电化学窗口可达5V以上,高于液态锂离子电池(4.2V),允许匹配高能正极,提升理论能量密度。固态电池无需电解液和隔膜,缩减电池包重量和体积,提高续航能力。电池负极可以采用金属锂,正极材料选择面更宽。
(3)固态电池可简化封装、冷却系统,电芯内部为串联结构,在有限空间内进一步缩减电池重量,体积能量密度较液态锂离子电池(石墨负极)可提升70%以上。液态锂离子电池以并联结构相接,封装复杂且体积庞大;固态电池无漏液风险,可简化冷却系统,电池以多电芯串联结构相接,优化电池封装,电池的体积能量密度大幅提升。

固态电池的技术发展采用逐步颠覆策略,液态电解质含量逐步下降,全固态电池是最终形态。依据电解质分类,锂电池可分为液态、半固态、准固态和全固态四大类,其中半固态、准固态和全固态三种统称为固态电池。固态电池的迭代过程中,液态电解质含量将从20wt%降至0wt%,电池负极逐步替换成金属锂片,电池能量密度有望提升至500Wh/kg,电池工作温度范围扩大三倍以上。预计在2025年前后,半固态电池可以实现量产,2030年前后实现全固态电池的商业化应用。

1.2、电解质和界面双管齐下,构建高性能固态电池
(1)构建高性能固态电解质,固态电解质和液态电解质的核心要求一致:
1)电导率高,一般商业化电解质电导率范围在3×10-3~2×10-2 S/cm;
2)化学稳定性好,不与电池内部材料发生反应;
3)电化学窗口宽,在稳定的前提下电化学窗口越宽越好,以适配高能电极;
4)高锂离子迁移数,离子迁移数达到1是最理想的状态。
氧化物固态电解质各方面性能较为均衡,其他类型固态电解质普遍存在性能短板,尚不能达到大规模应用的要求。固态电解质是固态电池的核心部件,在很大程度上决定了固态电池的各项性能参数,如功率密度、循环稳定性、安全性能、高低温性能以及使用寿命。固态电池距离高性能锂离子电池系统仍有差距,聚合物、氧化物、硫化物三类固态电解质的性能参数各有优劣。

聚合物固态电解质率先实现应用,但存在高成本和低电导率两个致命问题。目前主流的聚合物固态电解质是聚环氧乙烷(PEO)电解质及其衍生材料。2011年法国Bollore公司推出固态电池为动力系统的电动车,聚合物固态电池率先实现商业化。聚合物电解质在室温下导电率低,能量上限不高,升温后离子电导率大幅提高但既消耗能量又增加成本,增大了商业化的难度。
氧化物固态电解质综合性能好,LiPON薄膜型全固态电池已小批量生产,非薄膜型已尝试打开消费电子市场。LLZO型富锂电解质室温离子导电率为10-4 S/cm、电化学窗口宽、锂负极兼容性好,被认为是最有吸引力的固态电解质材料之一,制约其发展的重要因素是电解质和电极之间界面阻抗较大,界面反应造成电池容量衰减。
硫化物固态电解质电导率最高,研究难度最高,开发潜力最大,如何保持高稳定性是一大难题。LGPS电解质的离子电导率高达1.2x10-2 S/cm,可与液态电解质相媲美。虽然硫化物电解质与锂电极的界面稳定性较差,但由于离子电导率极高、电化学稳定窗口较宽(5V以上),受到了众多企业的青睐,尤其是日韩企业投入了大量资金进行研究。

我们认为,目前氧化物体系进展最快,硫化物体系紧随其后,高能聚合物体系仍处于实验室研究阶段,硫化物和聚合物体系都已取得长足进展。
1)近年多家中国企业建立氧化物固态电池生产线。2018年11月苏州清陶固态锂电池生产线在江苏昆山建成投产,单体能量密度达400Wh/kg以上,拟于2020年进入动力电池应用领域。江苏卫蓝新能源电池有限公司也计划于近期尝试进一步探索。2019年4月辉能科技宣布与南都电源合作,计划建立国内首条1GWh规模的固态电池生产线,2019年底,辉能科技宣布将于2020年建成固体电池生产线,2020年4月辉能科技完成D轮融资,本轮融资将用于加速固态电池商业化落地和工厂建设。
2) 2020年日本丰田计划推出搭载硫化物固态电池的新能源汽车,并于2022年实现量产。十几年前丰田已开展固态电池研发工作,不仅获得了固态电解质材料、固态电池的制造技术等方面的专利,还研发了一整套的正极材料和硫化物固态电解质材料回收的技术路线和回收工序。
3)美国Sakti3宣布研发出超高能量密度聚合物固态电池。2019年12月,Sakti3号称开发出了能量密度超1000 Wh/kg的固态电池,但该电池至今还未在实验室之外进行过测试,绝大多数技术细节并未公开。

(2)提高界面相容性和稳定性
构建良好的界面接触是提高固态电池电化学性能的有效策略。固相界面间无润湿性,难以充分接触,形成更高的接触电阻,在循环过程中发生元素互扩散及形成空间电荷层等现象,影响电池性能。晶态电解质中存在大量晶界,高晶界电阻不利于锂离子在正负极间的传输。
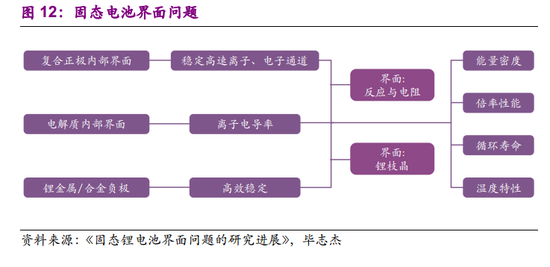
固态电解质晶界
晶界电阻决定材料的总离子电导率。提高致密度、降低晶界数量是降低电解质内阻、提高电导率的有效途径。复合型无机固态电解质的绝缘部分可以通过影响空间电荷区的载流子浓度进而影响材料的电导率。非晶型无极固态电解质结构中无晶界存在,但制备工艺会影响离子电导率。

电极/固态电解质界面
1) 电极/无机固态电解质界面
有效抑制固态电解质中空间电荷层的出现、元素互扩散及电极在充放电过程中的体积变化是降低界面电阻、提高固态锂电池高倍率放电性能的核心。常见的界面问题包括空间电荷层、界面反应和界面接触,正极/无机固态电解质界面对电池容量和高倍率性能有重大影响,界面稳定性是影响固态锂电池电化学性能的关键因素之一。

有效阻止金属锂与电解质间发生化学反应是解决固态电池负极稳定性差的关键。金属锂具有低的氧化还原电位(-3.04V,vs.标准氢电极)和极高的理论比容量(3860mAh/g),是下一代高能锂电池负极材料的最佳选择,但金属锂过于活泼,易与电解质发生化学反应后造成电池失效。
界面接触差、锂枝晶也是困扰锂负极应用的难题。固态电解质只能在一定程度上抑制锂枝晶的生长并防止其穿透造成电池短路,对界面进行改性或制备一层固态电解质界面膜(SEI)能有效削弱锂枝晶的影响。引入缓冲层填补界面间的空隙,可以改善界面接触,同时避免界面反应的发生。


2)电极/有机固态电解质界面
提高有机固态电解质化学稳定性是改善固态电池循环性能的可行方法。传统有机固态电解质材料(如PEO、PPC等)高压条件下在界面易氧化分解,使电导率降低、界面阻抗增大,通过电解质改性能改善这一问题。

2
政府扶持、企业角逐,固态电池商业化提速
2.1、政府引导,推动固态电池领域快速发展
各国政府近年来陆续出台政策措施,扶持新能源汽车行业发展。电动车的发展主要受政策和补贴驱动,各国出台的电动车鼓励措施涵盖了生产、购置、使用、基础设施、产业化支持等多个环节。

为实现节能减排目标,国家乘用车碳排放政策不断收紧,促使车企电动化转型。欧盟提出最严苛要求,2025年后欧盟新登记汽车碳排放量比2021年减少15%,2030年要求比2021年减少37.5%。严苛的碳排放标准驱动车企进一步转型,电动车升级势在必行。

多个国家明确固态电池发展目标和产业技术规划,现阶段发展之路明晰,2020-2025年着力提升电池能量密度并向固态电池转变,2030年研发出可商业化使用的全固态电池。美国能源部的部署着重于电池正负极材料的革新、电芯优化和降低成本或者解脱电池对重要材料如钴的依赖,以及回收利用动力电池材料;德国政府的策略是加大资金扶持;日本为应对多元化的市场需求、保持在世界市场上的竞争力、降低技术发展的不确定性,汽车技术没有集中在某一领域;中国着力于固态电解质的研发,2020年或将固态电池研发上升至国家战略层面,加快固态电池发展。

2.2、企业积极布局,固态电池领域陷入“混战”
中国提前布局,部分企业已进入固态锂离子电池(半固态电池)中试阶段,2025年前可能实现固态电池量产。中国早在十年前已着手布局固态电池产业,多家电池厂商固态电池技术领先,越来越多的企业参与固态电池研究。


国内车企联合电池企业,新兴电动车制造商步伐较快,2025年前电动汽车有望搭载固态电池。造车新势力凭借自身强大的实力、多维度跨界与全方位创新崭露头角,大有领跑之态。天际、蔚来、爱驰都与辉能科技签订了战略合作协议,侧面说明辉能科技固态电池技术成熟度相对较高。

日韩企业抱团研发,丰田计划2022年实现搭载固态电池的电动汽车量产。由于意识到固态电池潜力巨大,日本很早就开始进行研发,目前全球范围内日本企业的固态电池技术较为领先。韩国技术领先的三大电池企业也选择联合研发固态电池。可以看出,日韩无论是电池企业还是车企,在保有独立研发团队的基础上,在固态电池的研发方面大多采用“抱团取暖”方式。


欧洲谋求固态电池领域翻盘,欧美各大车企投资固态电池初创企业。2019年初,欧洲最大的应用科学研究机构德国弗劳恩霍夫硅酸盐研究所和瑞士联邦材料测试和研究实验室合作固态电池战略性项目“IE48”。车企通过收购、投资在固态电池领域中美国高校衍生的初创企业如Solid Power、Solid Energy Systems、Ionic Materials 、Quantum Scape等以获得技术储备。考虑到投资风险过大,博世2018年出售SEEO,取消电池生产并剥离相应资产。


固态电池领域进入“军备竞赛”阶段,各企业期望抢占先机以赢得市场份额。固态电池领域市场参与者众多,车企、电池企业、投资机构、科研机构等在资本、技术、人才三方面进行博弈。随着越来越多的企业加入,固态电池产业化进程不断加速,按照目前的发展情况,2021-2025年固态电池将实现初步应用。
(1)中国企业纵向联合,高校及研究机构科技成果初尝产业化。
(2)欧美多国政府拨款助力固态电池研发,科研机构及固态电池初创企业是主力,各大车企纷纷投资。
(3)日本电池领域底蕴深厚,企业依靠自身优势组建研发团队攻克技术难关,同时车企横向联合共同开发电池技术,科研机构、车企、电池和材料企业等多行业抱团共同参与研究。
(4)韩国电池企业选择纵向联合,共同开发固态电池技术。

3
技术和成本双制约,全固态电池量产仍需十年
3.1、三星率先实现技术突破,全固态电池量产仍有难点
三星固态电池最新科研成果发布,全固态电池性能出现重大突破。2020年3月初,三星高等研究院(SAIT)与三星日本研究中心(SRJ)在《自然-能源》(Nature Energy)杂志上发表《High-energy long-cycling all-solid-state lithium metal batteries enabled by silver–carbon composite anodes》,介绍了其在固态电池领域的最新进展,银碳基全固态电池能够实现900Wh/L高能量密度、1000圈以上长循环寿命及99.8%极高库伦效率(充放电效率),电池一次充电后可驱动汽车行驶800公里。
电池结构如下:
(1)正极:高镍三元材料LiNi0.9Co0.05Mn0.05O2 (NMC)
(2)正极涂层:5nm厚的Li2O-ZrO2(LZO)
(3)固态电解质:argyrodite型(Li6PS5Cl)硫化物电解质
(4)负极:5-10μm的超薄银碳负极
(5)集流器:铝箔、不锈钢(SUS)箔集流器
(6)无隔膜和液态电解质

三星袋式电池制备采用双电芯(bi-cell)结构。两片负极在双面涂布的NMC正极两侧放置,NMC正极、银碳复合层、固态电解质围绕铝集流器对称放置,铝塑膜软包后,电池尺寸6.7x11.2cm2,电芯容量0.6Ah。

这项技术解决了困扰全固态电池性能的问题,即锂枝晶与充放电效率。
(1)银碳复合材料和SUS能够减少锂离子在负极的不均匀沉积,降低锂枝晶生成的可能性;
(2)硫化物电解质锂离子迁移数接近1,是固态电解质中最高的,在电池循环过程中锂离子不易沉积因而抑制锂枝晶的生成;
(3)LZO涂层有效降低界面阻抗从而提升电池系统的充放电效率,同时隔绝正极和电解质,避免了副反应,最大限度保证电池的循环次数。

技术不成熟、生产条件受限,固态电池量产对于三星产业化而言仍有难点。 硫化物固态电解质对生产环境要求苛刻,需隔绝水和氧气;银碳层大规模生产所需的贵金属纳米银成本较高。
发表论文的SAIT和SRJ均为科研机构而非主攻工艺的三星SDI,文章仅阐明了新电池的原理、结构和性能,初步判断该电池仍处于实验室阶段,短时间内难以量产。
3.2、固态电池的工艺路线尚不成熟,产业化仍需时间
各类型固态电池的电芯封装技术大同小异,差别主要体现在电极和电解质的制备工艺。全固态锂电池根据电池形态可以分成薄膜型和大容量型两大类。
大容量全固态电池适合规模化生产的技术路线仍在研究中,涂布法最为常见,预计2025年固态电池可规模化生产,2030年全固态电池实现商业化应用。
(1)制备氧化物电解质时,涂布后需烧结以提高致密度,但高温烧结消耗大量能源并需补充大量锂盐以补偿锂损失,成本高昂。目前多采用掺杂方法降低烧结温度;
(2)硫化物电解质制备不需烧结步骤,适合采用涂布法生产。但电池界面接触差,通过涂布+多次热压、添加缓冲层可适当改善界面性能;
(3)聚合物固态电池可采用卷对卷生产方式,技术相对成熟,成本低廉,法国Bolloré公司已在2011年实现小规模量产;
(4)锂箔(锂负极)要求厚度在50μm以下,压延次数越多,厚度越小,难度越大,成本越高;
(5)固态电池电芯装配无需注液步骤,简化了生产过程。

薄膜型全固态电池制备成本高、工艺难度大,但性能较好,已在微型电子、消费电子领域实现较初级、小范围应用。薄膜化的电池片倍率性能和循环性能优异,但薄膜结构使其容量上限较低(达不到mAh级别),只能用于微型电子、消费电子领域。薄膜型固态电池多采用真空镀膜法生产,工艺要求苛刻、生产成本高昂,难以大规模制备,而微型电子、消费电子对价格要求不敏感,Cymbet Corporation、Infinite Power Solution、ULVAC等国外企业已率先实现了薄膜型全固态锂电池在无线传感器、射频识别标签等低容量需求电子设备上的应用。

固态电池的生产可组合传统锂离子电池产业链。与传统锂离子电池相比,固态电池电芯制备不存在革命性创新,只是电极和电解质制造环境要求更高,需要在惰性气体保护下或在干燥间内进行,这与制造超级电容器、锂离子电容器等空气敏感储能器件的生产环境相似。
固态电池产业化的实现取决于电池技术和工艺的突破。一旦电池体系、电极与电解质相匹配的工艺确定,可以较快实现产业化。
3.3、固态电池的成本拆分以及未来的降本路径
固态电池要想与传统液态锂离子电池一较高下,电池降本至关重要。近两年内固态电池生产线迎来一轮不小的投产潮,清陶、卫蓝新能源、辉能科技等企业将建固态电池生产线,虽然目前各企业均未公布固态电池成本,但此前已有预测固态电池成本远高于锂离子电池,未来固态电池若想实现产业化,降本则成必然。为定量研究固态电池成本,参考Joscha Schnell的文献,依据研究成果、专家访谈和供应商报价,结合电池性能和成本,设定具体的参数,建立自下而上的计算模型。
测算只考虑电芯组装的成本,不涉及电池包pack环节。电芯成本包括材料成本和加工成本(人工、折旧、利息、能源、维护和工厂面积成本等)。

依据锂电池技术发展路线进行四类电池对比。
两种液态锂离子电池:LIB(石墨负极)、LIB(硅碳负极)。
两种固态电池:基于石墨负极的硫化物ASSB(简称SLIB)、基于锂负极的硫化物ASSB(简称SLMB)。

电池设计
(1)材料层面
常见的电池体系包括NCA、NCM(811/622/523/333)、LFP等,四类电池均采用NCM811体系。正极材料的参数和假设:
1)正极比容量5.64mAhcm2;
2)活性材料/粘结剂/导电剂质量比例94:3:3,剩余30%为液态或固态电解质,液态锂离子电池LIB的孔隙率30%。

负极材料的参数和假设:
1) 负极容量和正极容量比值N/P为1.1,对于液态锂离子电池LIB和固态电池SLIB来说从正极脱嵌的锂可以完全储存于负极,由于循环中不可逆损失,对于固态电池SLMB来说储锂容量有50%剩余;
2)液态锂离子电池LIB石墨负极/粘结剂质量比例19:1,孔隙率30%;液态锂离子电池LIB硅碳负极/粘结剂容积比例19:1,孔隙率50%。

隔膜/集电器/电解质的参数和假设:
1)负极为15μm铝集电器,负极为10μm铜集电器,隔膜厚度20μm;
2) LIB采用LiPF6+EC+DMC液态电解质,SLIB和SLMB采用LPS固态电解质。

(2)电芯设计
电池外型为方形铝壳电池,电芯采用平行堆叠方式。电芯能量密度和比能量按照插电式混合动力汽车(PHEV)计算,容积利用率85%。

物料成本
电芯主要由正极材料、负极材料、隔膜、电解质、集电器、壳体等组成。

生产成本
(1)工厂设计
为研究生产成本,假设工厂年产能6GWh,由于各类电池能量不同,电芯年产量也有所差异,液态锂离子电池LIB(石墨负极)、液态锂离子电池LIB(硅碳负极)、固态电池SLIB和固态电池SLMB分别为3170万只、2490万只、3170万只、1970万只。
(2)厂房、能源及人员
各组件化学性质存在差异, 应特别注意处理不同组件的环境条件,下表总结了干燥室和惰性气体外壳(手套箱)的建模参数。考虑到内部物流和中间存储的额外空间等,干燥室面积假定为机器基础面积的4.4倍,手套箱的体积按照机器的基础面积乘以平均机柜高度1.50m计算。

(3)生产工序
对于带有液态电解质的LIB,可以在正常环境中进行石墨和硅碳负极的生产,而NMC 811阴极对湿度敏感,正极生产和电池组装需要在干燥室内进行。锂负极的制造需要干燥的气氛以避免锂降解或自燃。由于涉及形成有毒的H2S的风险,涉及硫化物电解质的所有工艺步骤都将需要使用惰性气体外壳(手套箱)。



成本汇总
将物料成本和生产成本汇总即为电池生产的总成本。

(1)简单将液态电解质替换为固态电解质并不能大幅提升电池能量密度,只有匹配高能电极材料才能实现能量密度的跨越。
(2)固态电池SLIB(石墨负极)总成本最高,达158.8$/kWh。这是由于固态电池材料成本高昂,比LIB(石墨负极液态锂离子电池)高约34%,同时加工工艺复杂共同造成的。
(3)固态电池SLMB(锂负极)理论总成本最低,仅需102$/kWh。虽然正极材料成本较高,但锂负极材料成本低廉,同时简化的电芯装配过程降低了加工成本,因此电池总成本低于液态锂离子电池,但依然存在技术问题。
(4)我们认为,虽然固态电池SLMB(锂负极)理论总成本最低,但仍存在技术难题,阻碍产业化进程。首先,采用锂负极的固态电池如何保持界面的良好接触、循环过程中保持稳定的问题还未解决。其次,商业化使用的锂负极厚度应在50μm以下,需多次压延才能达到这一要求,但锂化学性质活泼,压延次数越多对技术的要求也越高,要想稳定供应符合要求的锂箔并不容易。

拆分电池组件和生产阶段, 固态电池总成本受材料成本影响最大。
(1)固态电池SLIB的正、负极浆料混有部分电解质,材料成本是四种电池中最高的。固态电池SLIB的正极生产要求惰性氛围,加工成本(4.6$/kWh)略高于LIB(4.1-4.3$/kWh);
(2)固态电池SLMB正极浆料混有部分电解质,材料成本仅次于SLIB;锂负极材料成本低于硅碳负极;电芯产量低,设备需求少,加工成本不高(3.8$/kWh);
(3)液态锂离子电池LIB电池的隔膜制造成本在9.6-10.3$/kWh,固态电池SLIB和SLMB隔膜成本略高于LIB,分别在14.1$/kWh和13.6$/kWh;
(4)固态电池不需电解质填充步骤,液态锂离子电池SLIB和固态电池SLMB电芯组装成本明显低于LIB。

降本路径
根据建立的成本模型,固态电池成本下降主要依赖:
(1)更低的物料价格;
(2)稳定完善的供应体系(高质量锂箔供应);
(3)工艺改进(bipolar stack工艺)。
目前市场还没有固态电解质产品,如果技术问题得到解决,硫化物固态电解质降本至约50$/kg后价格将优于锂离子电池。采用双极堆叠法封装电池,当生产成本从100$/kg降至10$/kg,硫化物固态电池SLMB制造成本从132$/kg到86$/kg,降低35%,与LIB相比价格具有竞争力。
即使材料成本降低,氧化物固态电池仍不具价格竞争力,但氧化物固态电池在保证高能量密度的同时安全性优于硫化物固态电池,可以牺牲一部分成本。氧化物固态电池SLMB制造成本从267$/kg到123$/kg,成本降幅超过50%,但即使材料成本降低10倍,氧化物固态电池SLMB成本仍不及液态锂离子电池LIB,其优势在于保证高能量密度的同时,安全性优于硫化物固态电池SLMB。

锂箔(锂负极)要求厚度在50μm以下,压延次数越多,厚度越小,生产难度越大,成本越高,提高加工水平、保证高质量锂箔稳定供应是降本良方。锂价格波动较大,原料铸锭价格在50-130$/kg,添加加工助剂和多步辊压可以得到厚度小于20μm的锂箔,预估成本250-1000$/kg。假定材料成本130$/kg,挤压成本11.1$/kg,每压延一次成本增加16.9$/kg,相当于总成本仅增加0.5%,但直接购买锂箔将使成本增加3.3-30%。

电芯stack工艺改进,双极堆叠法生产的硫化物固态电池,成本比平行堆叠法高4.1%,而体积能量密度提升了17.6%,双极堆叠法性价比更高。双极堆叠法能节省电池空间,同一电池内填放电芯数更多,基本的固态电池SLMB电池包含141个串联的电芯,平均放电电压536V,双极堆叠法制造电池的成本比平行堆叠法高4.1%,而体积能量密度提升了17.6%。
双极堆叠法生产氧化物固态电池价格高昂,降低电解质成本、改进烧结工艺是解决之道。氧化物固态电池成本高昂是由于各成分体积分数一定的情况下,氧化物电解质密度大,正极和隔膜中质量占比大,材料成本高,同时氧化物电解质需高温烧结,加工成本较高,导致总成本明显高于硫化物固态电池。

平行堆叠(parallel stack):常见于液态锂离子电池。电池总容量的增加依靠所有正极和负极集电器箔片的堆叠。具体结构为每个负极集电器(通常为铜箔)三明治式夹在两片负极中间,正极集电器(通常为铝箔)三明治式夹在两片正极(双面涂层)中间。
双极堆叠(bipolar stack):常见于固态电池。一个电芯的正极和相邻电芯的负极共享相同的双极集电器,电池堆内部串联连接,层数越多电压越高,电流从最外层流入,集电器和接线片焊接所需空间缩小,电池空间利用率更高。

4
投资建议
我们认为,向全固态锂电池过渡是锂电技术进步的重要趋势;目前,全球都在加快固态电池的研发,虽然距离产业化尚需时间,但如电解质或负极材料选择与改性、电池工艺革新都应是一步一步探索的过程;我们建议持续关注企业与科研单位的创新技术成果的发布、并持续关注龙头公司的锂电产品的研发进展。
5
风险分析
(1)政策变化影响行业发展的风险:新能源汽车行业的发展仍属于早期阶段,政策会对行业产生较大影响,若监管部门发布相关政策,可能会冲击行业发展。
(2)技术路线变更的风险:技术进步是新能源汽车行业发展的驱动力之一,新产品的产业化可能会对上一代产品产生冲击,进而替代原有的技术路线。
(3)市场竞争加剧的风险:新能源汽车行业拥有很大发展空间,有大量企业参与竞争,行业产能可能在短期内超过需求,从而出现产能过剩的风险。
(4)原材料价格大幅波动的风险:钴、锂是动力电池的重要原材料,如果价格大幅波动,会影响电池材料的价格,进而导致动力电池成本发生预期之外的变动。
新浪声明:新浪网登载此文出于传递更多信息之目的,并不意味着赞同其观点或证实其描述。文章内容仅供参考,不构成投资建议。投资者据此操作,风险自担。责任编辑:王涵



热门推荐
收起
24小时滚动播报最新的财经资讯和视频,更多粉丝福利扫描二维码关注(sinafinance)