

炒股就看金麒麟分析师研报,权威,专业,及时,全面,助您挖掘潜力主题机会!
(报告出品方/作者:长城国瑞,黄文忠、张烨童、朱高天)
一、 复合集流体有望成为未来锂电集流体的主流应用
1. 复合集流体:锂电池集流体的新型材料
集流体是锂电池内部汇集电流的结构或零件。其功能是自身承载正负极活性物质,并汇集电池活性物质产生较大的输出电流。传统集流体通常选择铝箔、铜箔作为正、负极材料,以负极集流体为例,核心技术主要体现为锂电铜箔厚度、抗拉强度、延伸率、粗糙度、抗氧化性等技术指标。在能量密度方面,锂电铜箔越薄,对电池的能量密度提升作用越大。以主流方形电池为例,铜箔厚度从 8μm 减少到 6μm,可以在电芯体积不变条件下,增大活性材料的用量,浆料涂覆厚度增厚,将直接使电芯能量密度提高;在安全性方面,铜箔还需具备一定的抗拉强度和延伸率以免影响电池内阻、循环寿命和容量。随着锂电铜箔的厚度持续减薄,铜箔的抗拉强度和抗压变形能力降低,或将导致安全性减弱、成品率降低,工艺成本随之提高,因此叠加能量密度、安全及降本需要,如何解决上述生产工艺上的难题则催生了对新型集流体材料的诉求,复合集流体由此应运而生。
复合集流体是锂电集流体的新选择,包括负极复合铜箔(MC)和正极复合铝箔(MA),在厚度上朝着超薄化方向发展。传统正、负极集流体采用单一铝箔、铜箔为制造材料,相较传统集流体而言,复合集流体采用“金属-高分子材料-金属”的“三明治”结构,是以PET(聚对苯二甲酸乙二醇酯)、PP(聚丙烯)、PI(聚酰亚胺)等高分子材料作为中间基材,上下两层沉积金属制成的新型锂电集流体材料。传统铝箔厚度约 10μm,复合铝箔厚度约6.5-8μm;传统铜箔厚度约 6μm,复合铜箔厚度约 5-6.5μm,复合集流体较传统集流体超薄化趋势明显。
2. 复合集流体性能更佳:高安全、高能量密度、长寿命
相较传统集流体,复合集流体具备高安全、长寿命、高能量密度、低成本的应用优势,有望成为未来锂电正负极集流体的主流应用。

复合集流体可提升锂电池寿命及安全性。针刺实验过程中,传统铜/铝箔会产生大尺寸毛刺,造成内短路和热失控,而热失控则是爆炸起火的直接因素。复合集流体金属层较薄,产生的毛刺尺寸小,叠加高分子材料层受热发生的断路效应,可控制短路电流不增大,从根本上解决电池爆炸起火的问题。此外,在锂电池负极中,电离迁移的锂离子数量超过负极石墨可嵌入数量,锂离子将在负极形成锂枝晶,进而不可逆地造成锂电池的容量和使用寿命衰减。复合集流体相较传统集流体具备的中间基材层可缓解锂枝晶生长带来的压缩应力,使锂离子沉积更加均匀,电池循环寿命提升约 5%。
复合集流体可提升电池重量能量密度,复合铜箔提升幅度略高于复合铝箔。电池的能量密度指电池平均单位体积或质量所释放出的电能。传统集流体正极多为厚度在10-20μm的铝箔,负极多为厚度在 6-8μm 的铜箔,占据电池重量的 6%-15%,不仅质量占比较大,也制约了电池能量密度的进一步提升。根据比亚迪实用新型专利显示,若负极采用3μmPP 材料层叠上下1μm铜的复合铜箔,相比对照组负极采用 6μm 铜箔,重量能量密度可提升3.3%;若正极采用4μmPP材料层叠加上下 3μm 铝的复合铝箔,相比对照组正极采用 10μm 铝箔,重量能量密度可提升2.6%;若正负极均替换,则重量能量密度可提升 6.1%。
复合集流体减重效果明显,PET 铜箔减轻 55.12%,PET 铝箔减轻49.33%。高分子基材密度较小,单位面积复合铜箔集流体重量较传统铜箔显著降低。铜的密度为8.96g/cm³,高分子材料中 PET/PP/PI 的密度分别为 1.38g/cm³、0.89-0.91g/cm³和 1.38-1.40g/cm³。以6.5μm厚度的PET复合铜箔为例,若其中 4μm 的铜被 4.5μm 厚度的 PET 材料代替,单位面积下复合铜箔集流体较传统铜箔集流体可减重约 55.12%;铝的密度为 2.70g/cm³低于铜的密度,若以8μm复合铝箔(2μm 铝+6μmPET)替代 10μm 传统铝箔,单位面积下复合铝箔较传统铝箔减重约49.33%。
3. 复合铜箔对铜价波动敏感度更低,制造成本仍有下降空间
材料成本方面,复合铜箔较传统铜箔节省约 65%。按照铜价6.81 万元/吨,PET切片价格为 0.75 万元/吨(2023 年上半年平均价格),计算可得 6μm 传统铜箔原材料成本为3.66元/m2;厚度为 6.5μm PET(2μm 铜箔+4.5μmPET 基材)复合铜箔主流产品原材料成本为1.27元/m2,大幅降低原材料成本,受原料铜价格波动影响更小。 制造成本方面,PET 复合铜箔与传统铜箔制造成本分别为2.83 元/m2和0.31 元/m2,生产总成本基本持平,分别为 4.10 元/m2 和 3.97 元/m2,PET 复合铜箔未来主要降本路径为通过提高生产效率与良率,摊薄单位设备成本。据高工锂电数据显示,复合铜箔原材料成本占比31%,难以通过优化生产降低;而制造成本中的固定成本为设备与厂房折旧,当前占比50%;可变成本中直接人工、其他制造费用等可通过提高自动化率与良率实现降本。随着设备技术进步,产品良率不断提高,叠加大规模量产后摊薄设备与厂房折旧成本,复合铜箔生产规模化降本的空间或将更大。
4. 复合铝箔量产成本较高,适用安全及轻量化诉求强的高端场景
复合铝箔在原材料方面降本效应不及复合铜箔。原材料成本方面,截至2023 年9月5日,长江有色市场铝均价为 1.92 万元/吨,长江有色市场铜均价为7.00 万元/吨,国内PET切片价格现货价格为 7,300 元/吨。尽管铝价与 PET 价格存在一定价差空间,但相比生产复合铜箔的原料降本效应并不明显;制造成本方面,相较于物理气相沉积法的磁控溅射或蒸镀工艺,水电镀通过化学反应在镀液中还原沉积金属离子的镀膜方式效率更高。然而,由于铝的化学性质活泼,目前没有合适的电镀液,业内一般采用蒸镀方式镀铝。蒸镀设备投资折旧成本及能耗较高,复合铝箔制造成本高于传统铝箔。
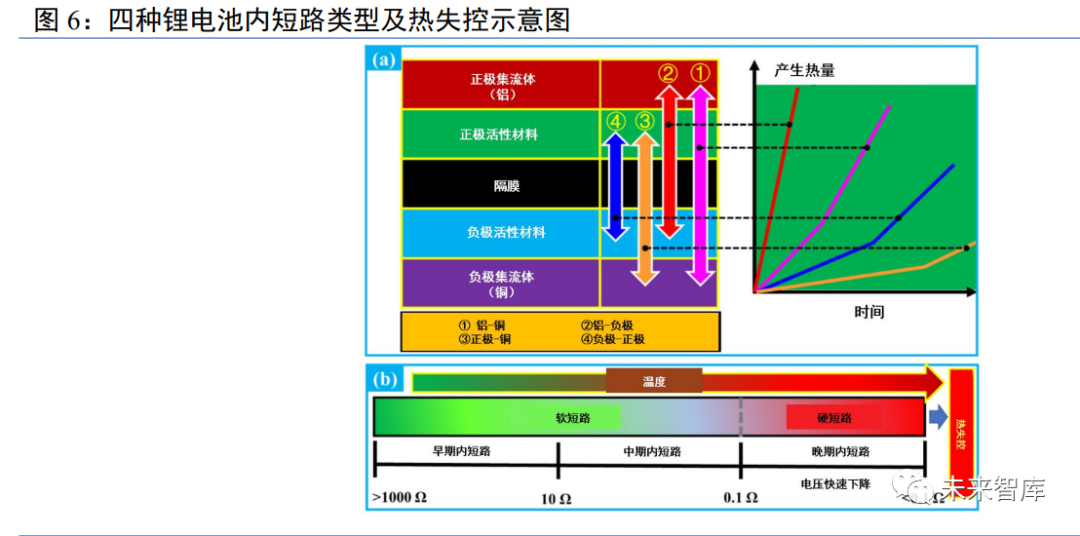
任意一端使用复合箔材即可提升电池安全性,正极是避免电池热失控重要环节,复合铝箔带来的安全效应更佳。电池正极、负极中任意一端使用复合箔材,其中的高分子材料层在短路时都可以快速熔化形成绝缘层,提供无穷大电阻从而有效避免电池热失控。据上海理工大学研究显示,锂电池常见内短路包括四种类型:①铝箔与铜箔,②铝箔与负极活性材料,③铜箔与正极活性材料,④正负极活性材料间的短路。其中③和④两种类型的内短路与负极铜箔相关,容易在其发生后快速识别和处理,风险较小;①和②两种类型的内短路与正极铝箔有关,在较短的时间内使电池达到较高温度,从而触发电池热失控,对电池安全影响更大。因此正极在避免电池热失控上更为关键,匹配复合铝箔的电池带来的安全边际效应更佳。
复合铝箔向极薄化、极轻量化突破。2018 年,重庆金美第一代12μm铝复合集流体在欧洲某车型上得到量产应用后,第二代产品厚度更薄、性能更好的8μm 复合铝箔于2022年11月实现量产。复合铝箔向轻薄化方向进行研发突破。 复合铝箔更适用安全及轻量化诉求强的高端场景。我们认为相比复合铜箔,复合铝箔更具经济性便于规模化应用,其优势在于安全轻薄,针对三元、快充等高安全性场景存在刚需。此外,3C 数码、无人机等在轻量化上有巨大需求,也适用于复合铝箔导入,下游厂商更愿意为配套产品支付溢价。目前,复合铝箔安全轻便性已获得下游验证:2023 年3 月,搭载复合铝箔的广汽埃安弹匣电池 2.0 全球首次实现电池整包枪击不起火,未来将应用于埃安豪华超跑品牌hyper。
5. 复合集流体生产流程更短,工艺难度高
5.1 基膜材料主要采用 PET/PP 两种高分子材料
PET 和 PP 为当前两种主流基膜材料,两者的性能各有优劣。基膜材料的性能不仅影响产品特点,对复合铜箔制作的工艺需求也有要求。常见的基膜高分子材料包括:PET、PP和PI。由于 PI 具备高强度、高韧性、耐高温、防腐蚀等突出性能,目前多用于航空航海、电子电器工业等特工材料,其成本较高,产业链将其作为复合集流体量产选择的可能性较小。PET和PP材料在制备铜箔时的主要差异表现在抗拉强度、耐热性以及与铜的镀层附着力上。1)抗拉强度影响涂布工序:基膜性能会影响辊压、涂布等电芯工序的良率,PET韧性大于PP,在进行涂布工作时 PET工艺更简单,延展性更佳;2)耐热性影响工艺温度:耐热性低的基膜材料在连续多次的磁控溅射或蒸镀中容易被烫损或卷皱,PET 分子主链上没有支链,结构对称,满足紧密堆砌的要求,导致PET具有高熔点、高强度,操作难度要小于 PP; 3)界面结合力影响铜膜附着度:PP 是非极性材料,与铜膜的结合力小于PET,在磁控溅射镀铜后,PP 表面附着力较弱,表面铜膜易被擦去。 4)PET 不耐强酸强碱,在电解液环境中易被腐蚀,导致电池循环性能减弱,因此需要电芯厂调整电解液配方来改善。
整体来看,当前产业内 PET 膜推进较快,我们预计未来PET 膜与PP 膜路线或将并行。由于工艺难度低,目前 PET 膜产业化进度较快,是当前产业内公司的主流选择。而PP膜在磁控溅射中结合力和抗拉强度较弱,加工难度高,若工艺实现突破,将有望凭借其稳定的化学性能成为锂电池负极集流体可靠的材料选择。我们预计随着复合箔工艺逐渐成熟,PP膜作为复合铜箔基膜的选取倾向会逐步提升。
5.2 复合铜箔主要采用两步法工艺,核心为磁控溅射及真空蒸镀
与传统铜箔相比,复合铜箔的生产流程大大缩短,其中两步法生产工艺为主流。传统铜箔主要通过电解法制备,包括溶铜造液、原箔制造、表面处理、分切包装等步骤,整体制备工艺成熟。复合铜箔生产工艺有三种:一步法(全干法或全湿法)、两步法(磁控溅射+水电镀)和三步法(磁控溅射+蒸镀+水电镀)。少数厂商选择一步法,其中全干法为仅使用磁控溅射或磁控溅射与蒸镀一体机,全湿法通过化学沉积在高分子材料表面实现镀铜;两步法生产原理是在基膜上磁控溅射打底后,水电镀增厚至需求箔材厚度 1μm;三步法相较两步法在磁控溅射与水电镀之间多了一步真空蒸镀,可以快速补足铜膜到适合电镀的厚度。
复合铜箔两步法工艺具体流程如下: 第一步:磁控溅射。由于 PET 等高分子材料的结晶度大、分子间极性小,会影响镀层与基材之间的黏合力,且高分子材料大多为不导电的绝缘体,因此需要先使高分子材料表面沉积一层导电的金属膜,再进行电镀。此环节多以极高纯度铜作为靶材,在PET 基膜上进行真空纳米级涂层,通过一次或多次轰击铜靶材,使其沉积在 PET 基膜表面,溅射形成厚度约为20nm-70nm的金属铜膜。但磁控溅射环节也常面临铜膜与基材的结合力差、铜膜针孔率高等问题,而且由于常规磁控溅射技术的沉积速度慢,造成了产能瓶颈,因此两步法采用磁控溅射打底,再用成膜速度最快的水电镀完成剩余部分。

第二步:水电镀。利用电流电解作用将基于前道工艺制成的金属化PET 膜的铜层厚度增加到 1μm,使复合铜箔整体的厚度在 6.5μm-8μm 之间。具体来说,将待加工的镀件接通阴极放入电解质溶液(例如硫酸铜)中,将金属板接通阳极(例如铜球),在外界直流电的作用下,金属铜以二价铜离子的形式进入镀液,并不断迁移到阴极表面发生还原反应,在阴极上得到电子还原成金属铜,逐步在镀件上形成金属铜镀层。该环节的生产难点在于:1)表面张力。复合铜箔材料幅宽越宽,材料张力控制越难;2)厚度均匀性。复合铜箔镀铜均匀性需要至少达到1µm±0.1µm;3)量产速度。电镀设备速度至少需要达到 7m/min 以上,且距离规模化量产仍有提升空间。
三步法是在两步法的磁控溅射步骤后加入真空蒸镀。真空蒸镀是使用较早、用途较广泛的气相沉积技术,是在真空条件下,采用高周波诱导加热、通电加热或电子束加热的方式蒸发金属材料并使之汽化,金属粒子冷凝在高分子材料表面凝聚成膜的工艺方法。与磁控溅射镀膜相比,通过真空蒸镀法沉积的金属附着力较弱,蒸镀高温环境下金属铝或铜的汽化温度均超1000℃,而 PET 材料熔点在 250-255℃,PET 基材易被烫坏从而影响产品良率。但真空蒸镀可提高金属沉积成膜速度,故可作为磁控溅射法的补充以提高整体效率。
5.3 复合铝箔仅需真空蒸镀,膜加工技术壁垒要求高
传统铝箔主要通过压延加工,复合铝箔制造为一步法蒸镀。传统铝箔除了对原料铝锭进行铸轧、冷轧、退火、箔轧等工艺外,还需经合卷、精轧、电晕处理、凹版导电涂层、精密分切等加工工序。不同于复合铜箔,复合铝箔的生产不能使用水电镀设备,只能通过真空蒸镀方式生产。复合铝箔生产流程为先在原材料原膜上使用化学气相沉积的方式沉积5nm-15nm铝的氧化层,此基础上再使用物理气相沉积方式让气态铝沉积到基体表面,形成具备特殊性能的金属铝薄膜。相较于传统铝箔工艺,复合铝箔工艺流程大大缩短,避免了原有压延工艺尘埃大、油污多等问题;相较于复合铜箔工艺,因为目前没有适用于铝电镀的电镀液,复合铝箔仅采用蒸镀工艺,对膜加工技术工艺要求较高。
二、复合集流体产业加速应用,市场空间广阔
1. 产业链各公司布局情况
复合铜箔的产业链可划分为以下环节:上游包括基材、靶材、辅材以及相关设备厂商;中游复合铜箔制造主要厂商包括由技术同源迁移或通过自主研发方式入局的薄膜材料商及电解铜箔厂商;下游主要为于动力电池、储能电池和消费电池制造商。
1.1 上游以材料厂商和设备厂商为主
上游原材料端:包括 PET/PP 基材及铜靶材。生产 PET 基材的公司包括双星新材、康辉新材、日本东丽等,PP 基材主要参与企业包括东材科技、铜峰电子等,铜靶材企业有阿石创等。上游相关设备:包括磁控溅射设备、水电镀设备等。1)磁控溅射设备:国外企业起步较早,在产品稳定性和精确性方面表现优异,设备供应商主要集中在美、日、德等发达国家,代表企业有爱发科 ULVAC、德国莱宝真空、日本光驰等;国内磁控溅射设备供应商包括湘潭宏大、汇成真空、振华科技等。2)水电镀设备:东威科技是目前国内唯一一家能实现量产PET镀铜水电镀设备的企业,并于 2022 年 12 月成功出货公司首台真空磁控溅射双面镀铜设备,实现复合铜箔生产设备一体化。订单方面,截至 2023 年 7 月,公司公告的订单情况有:与客户D、客户L 及宝明科技协议销售“双边夹卷式水平镀膜设备”;与胜利精密(维权)签订合作框架,在满足胜利精密相关设备技术及市场要求的条件下提前锁定产能,框架协议均已在逐步转为正式合同,公司也在按期交货。资本运作方面,公司首次发行的全球存托凭证GDR 于瑞士时间2023年6月13 日在瑞士证券交易所上市,募集资金扣除发行费用后约为 1.02 亿美元,主要考虑用于布局境外销售网络、推动公司设备产能扩张及升级等。
1.2 薄膜材料厂商及传统铜箔厂商积极入局复合铜箔制造
中游复合铜箔制造商:主要有薄膜材料厂商及电解铜箔厂商通过相关技术同源迁移或自主研发的方式入局复合铜箔制造。部分企业已实现小批量量产,多家企业处于送样验证阶段。
1)薄膜材料厂商:金美新材料于 2019 年从事多功能复合集流体薄膜材料领域,与下游新能源行业头部企业相互配合研发,2022 年实现 8μm 复合铝箔量产。2023 年5 月,金美新材料新型多功能复合集流体扩产基地项目正式签约落户宜宾市南溪区,项目总投资达55亿元,分三期投资建设 MA 和 MC 产线。三期全部满产后,每年可生产约12 亿平方米的新型多功能复合集流体材料,预计可实现年产值超 100 亿元。万顺新材经客户测试验证于2023 年6月签订首张复合铜箔订单,且具备一定量产能力。宝明科技赣州复合铜箔一期项目已于2023 年二季度陆续量产,全部达产后年产复合铜箔约 1.5 亿平米,对应配套电池为14-15GWh。2)传统电解铜箔厂商:诺德股份于 2022 年 7 月与道森股份在复合铜箔产品的技术研发、设备技术改造等领域开展全面深度合作,当前具备复合铜箔的小试验线与下游客户保持密切的技术交流,将根据客户订单需求规划进行产业布局。嘉元科技目前已完成中试生产设备的市场调研、技术交流、工艺参数论证、中试生产线订购等工作,后期将根据中试线到货情况逐步安排生产并送样给下游客户进行产品验证。
1.3 下游以储能、动力电池厂商为主
下游电池端:下游厂商积极进行复合铜箔产业布局,宁德时代通过长江晨道持股重庆金美15.68%,国轩高科投资建设年产 200GWh 复合集流体项目,海辰储能、亿纬锂能(维权)等电池厂商在复合集流体领域研发布局超前,均持有多项相关专利。

1.4 锂电池前段工序衍生环节:增加复合集流体极耳转印焊工序
以复合集流体替代传统的铜箔和铝箔,锂电池在前段工序将多出一道采用超声波高速滚焊技术的极耳转印焊工序。单条产线对滚焊设备的需求数量是极耳超声焊接设备的3倍左右,同时中段工序的多层极耳超声波焊接工序依旧保持不变。当前布局复合集流体超声焊接设备的有骄成超声、必能信、新栋力等厂商,其中骄成超声配备高速数据采集系统实现在线焊接质量检测,已实现为宁德时代供应用于复合集流体电池量产线的超声波滚焊产品。
2. 市场空间测算
全球锂电池出货量假设:根据 EVTank 数据显示,2022 年全球锂电池出货量为957.7GWh,同比+70.3%。据 ICC 鑫椤资讯统计,2023 年上半年全球储能电池出货102GWh,同比+118%;据 SNE Research 统计,2023 年上半年全球动力电池装机 304.3GWh,同比+50.1%。基于全球锂电池需求量持续高景气,我们预计全球锂电池出货量 2023-2026 年增速分别为60%、50%、40%、30%,则 2026 年全球锂电池出货量预计为 4183.2GWh。 复合铜箔/铝箔需求假设:假设复合铜箔渗透率从 2023 年的0.5%提升至2026 年的10%,复合铝箔渗透率从 2023 年的 0.3%提升至 2026 年的 5%;1GWh 电池所需复合箔材单耗约为1050万 m2。同时考虑到复合铜箔的生产成本与传统铜箔基本持平,复合铜箔价格可参考6μm电池级铜箔 2023 年上半年平均价格 6.6 元/m2,随着未来生产工艺逐渐成熟,市场竞争趋于激烈,预计单价逐年略降,2026 年降至 5.5 元/m2;复合铝箔单价可类比复合铜箔。
复合集流体设备假设:1GWh 一般需配 2 台磁控溅射设备和3 台镀膜设备,单台设备均价1000 万以上;单条产线对滚焊设备的需求数量是极耳超声焊接设备的3 倍左右,每GWh对超声波焊接设备的需求在 100 万元-200 万元,假设单 GWh 所需超声滚焊设备价值量为900万元。假设随着复合铜箔的市场渗透率不断提升,生产所需设备需求量随之增加,行业玩家竞争加剧,相关设备单价逐年略降。 根据上述假设,我们预计 2026 年复合铜箔需求量为 43.9 亿m2,市场规模为241.6亿元;复合铝箔需求量为 22.0 亿 m2,市场规模为 120.8 亿元;复合集流体设备(磁控溅射设备96.2亿元+水电镀设备 119.2 亿元+焊接设备 33.5 亿元)合计规模为248.9 亿元。
三、 投资分析
东威科技
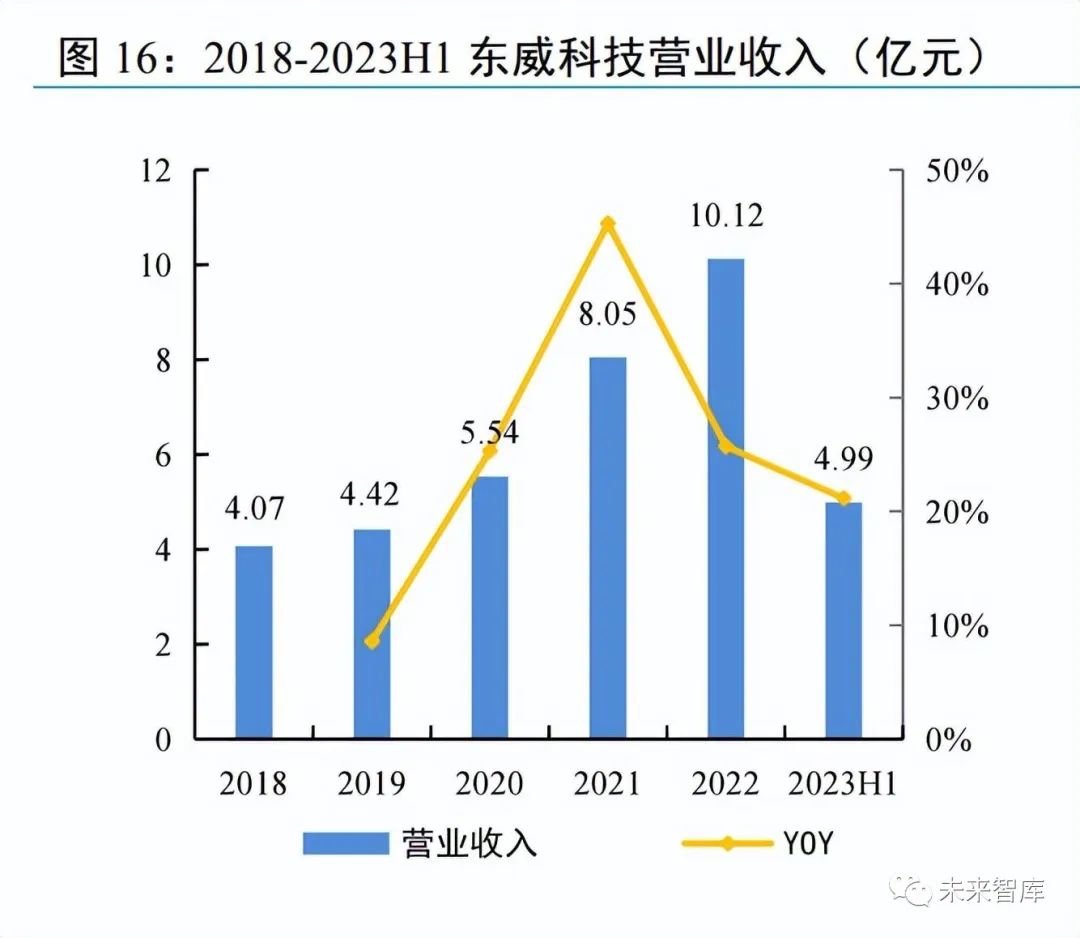
东威科技成立于 2001 年,是一家集研发、生产、销售为一体的设备制造企业。公司立足于传统 PCB(印制电路板)电镀设备,凭借对电镀核心技术的掌握以及电镀系统的经验积累,逐步将产品线扩展至锂电复合铜箔及光伏镀铜设备等新兴领域。公司在锂电复合铜箔设备领域具备先发优势,是行业内唯一具备量产水电镀设备能力的公司。当前复合铜箔设备行业竞争格局良好,公司在手订单充足,有望率先受益复合铜箔产业化发展。
骄成超声
骄成超声成立于 2007 年,成立之初以超声波裁切行业为切入点,重点服务于橡胶轮胎领域。随着技术的积累和业务的拓宽,公司逐渐将自身业务拓展到新能源动力电池领域,逐步实现从焊头、底模等配件到超声波焊接设备的研发、生产和销售。2016 年公司开始提供新能源汽车动力电池超声波焊接设备,后续在动力电池超声波焊接设备领域自主研发了超声波滚焊机、超声波楔杆焊机等焊接设备,已广泛运用在下游动力电池企业生产线上,能够满足不同应用场景的焊接需求,成为客户动力电池自动化生产线上不可或缺的环节。此外,公司的高速数据采集系统可实现在线焊接质量检测,目前已实现为宁德时代供应用于复合集流体电池量产线的超声波滚焊产品。
万顺新材
万顺新材成立于 1998 年,公司主营业务包括铝箔加工、纸包装材料、ITO导电膜三大板块。全资子公司广东万顺动力电池超薄铜膜项目自开展以来,已多次送样下游客户,复合铜箔产品经客户测试验证,于 2023 年 6 月获得了客户首张复合铜箔产品订单。公司复合铜箔首张订单标志着公司在复合集流体领域的技术突破,拓宽了公司新能源材料产品结构,对公司在新能源材料领域的发展将产生积极的影响。
(本文仅供参考,不代表我们的任何投资建议。如需使用相关信息,请参阅报告原文。)




VIP课程推荐
APP专享直播
热门推荐
收起
24小时滚动播报最新的财经资讯和视频,更多粉丝福利扫描二维码关注(sinafinance)




